稳定 高效 高性价比



激光非接触式加工的优势:电池极片无机械变形风险
作者:佛山市安贝斯自动化设备有限公司
浏览:
发表时间:2025-07-21 11:29:05
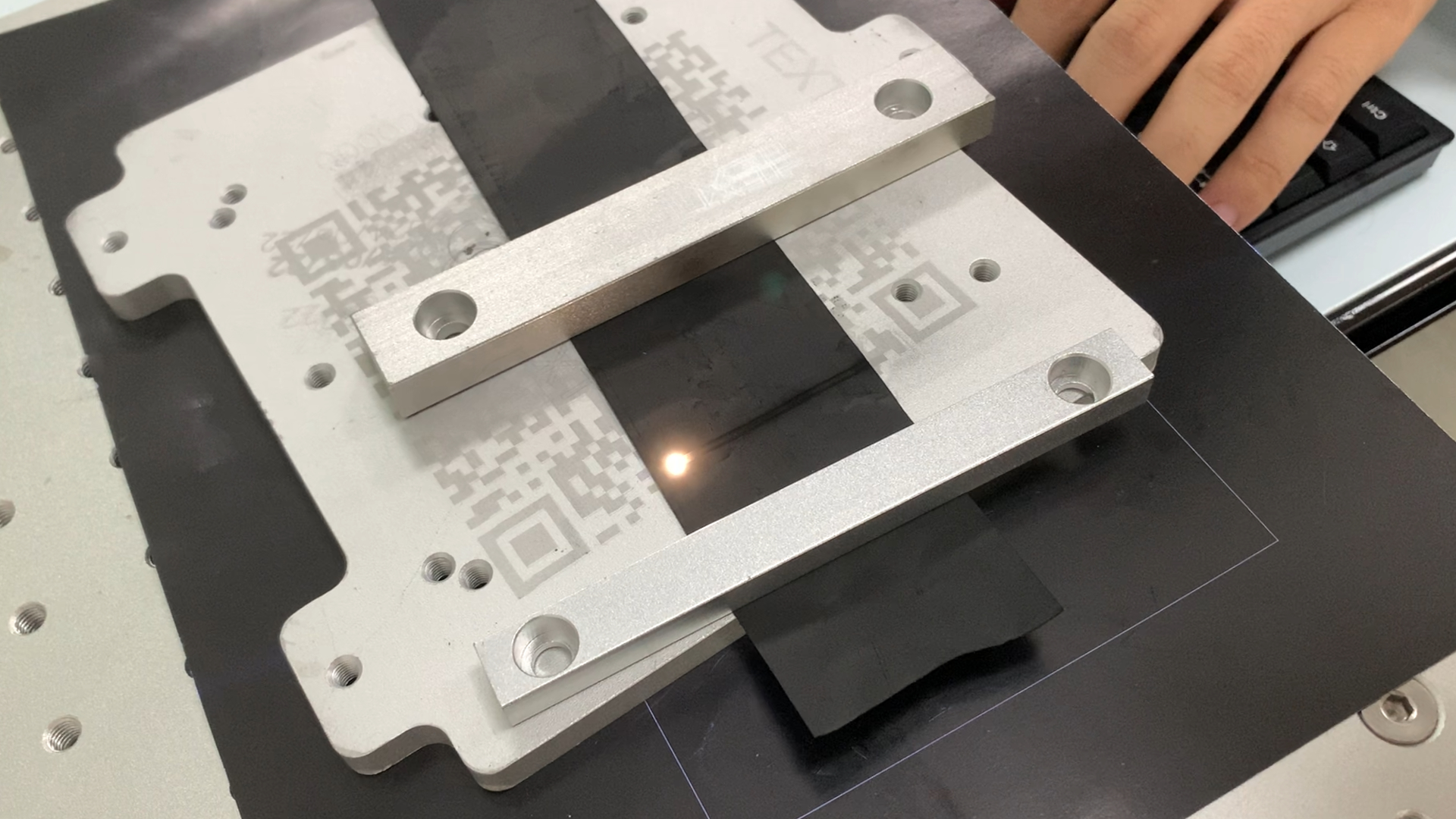
激光非接触式加工技术因其独特的加工原理,在精密制造领域展现出显著优势,尤其在锂电池行业电池极片加工中,电池极片质软易变形且电池制造对电池极片的产品具有高精度要求,物理导致的变形容易影响电池质量。非接触式激光技术能够有效规避传统机械加工带来的变形风险。我们可以从技术优势以及极片变形风险这两个维度展开分析。
一、非接触式加工的核心优势
1. 零机械应力加工
非接触式加工激光、水射流、等离子体等能量束替代物理刀具进行加工,最常见的为激光技术。加工过程中无切削力作用于材料,从根本上避免了机械挤压、拉伸导致的微观结构损伤。例如激光切割极片时,热影响区可控制在20μm以内,影响力小,而机械分切易产生>100μm的毛刺与褶皱。
2. 复杂几何高精度实现
通过数字化调控能量束路径,可加μm工10级微孔或异形轮廓,如波浪形极耳,定位精度达±5μm,较机械模切提升3-5倍,且无刀具磨损导致的精度衰减。
3. 材料适应性广
尤其适用于脆性材料如硅碳负极或超薄箔材≤6μm铜箔,传统机械加工易引发裂纹或卷曲,而非接触加工可保持材料原始力学性能。实验数据显示,激光加工可使极片抗拉强度保留率提升至98%以上。
4. 工艺集成度高
兼容在线检测与闭环控制,如激光加工同步集成CCD视觉定位,实时补偿极片卷材的±0.2mm跑偏,较机械加工良品率提升15%-20%。
二、电池极片的无变形特性分析
1. 热影响区的可控性
虽然激光加工存在热输入,但通过超快激光,皮秒/飞秒级可将热影响区缩至5μm以下,配合氮气保护吹扫,极片温升<50℃,远低于隔膜熔融阈值。
2. 微观结构验证
SEM电镜显示,非接触加工极片边缘晶粒排列与基体一致,无机械加工导致的晶粒定向扭曲;极片平整度测试中,波浪度<0.3mm/m,满足叠片工艺要求。
3. 量产实证数据
某TOP10电池厂对比数据显示:采用非接触加工的6μm负极极片,卷绕开裂率从机械加工的1.2%降至0.05%,极片延展率波动范围缩小67%。
综上所述:非接触式加工特别是激光加工,通过消除机械应力,确实能规避极片变形风险,但需优化工艺参数如激光功率、脉冲重叠率以平衡加工效率与热影响。未来随着超快激光成本下降及多物理场耦合控制技术进步,该技术有望成为极片加工的主流方案。