稳定 高效 高性价比



如何避免铝棒激光打标时出现毛刺、变形或表面损伤的问题?
作者:佛山市安贝斯自动化设备有限公司
浏览:
发表时间:2025-12-16 09:47:25
铝棒行业的标识打标多用最新的工艺激光打标机,铝棒在激光打标时打标不当、参数调错可能会出现标识有毛刺变形以及表面损伤等问题。如果要避免这些问题,需从设备参数、工艺优化、夹具定位、辅助保障四大核心维度系统管控,具体措施我们将会在下面讨论。
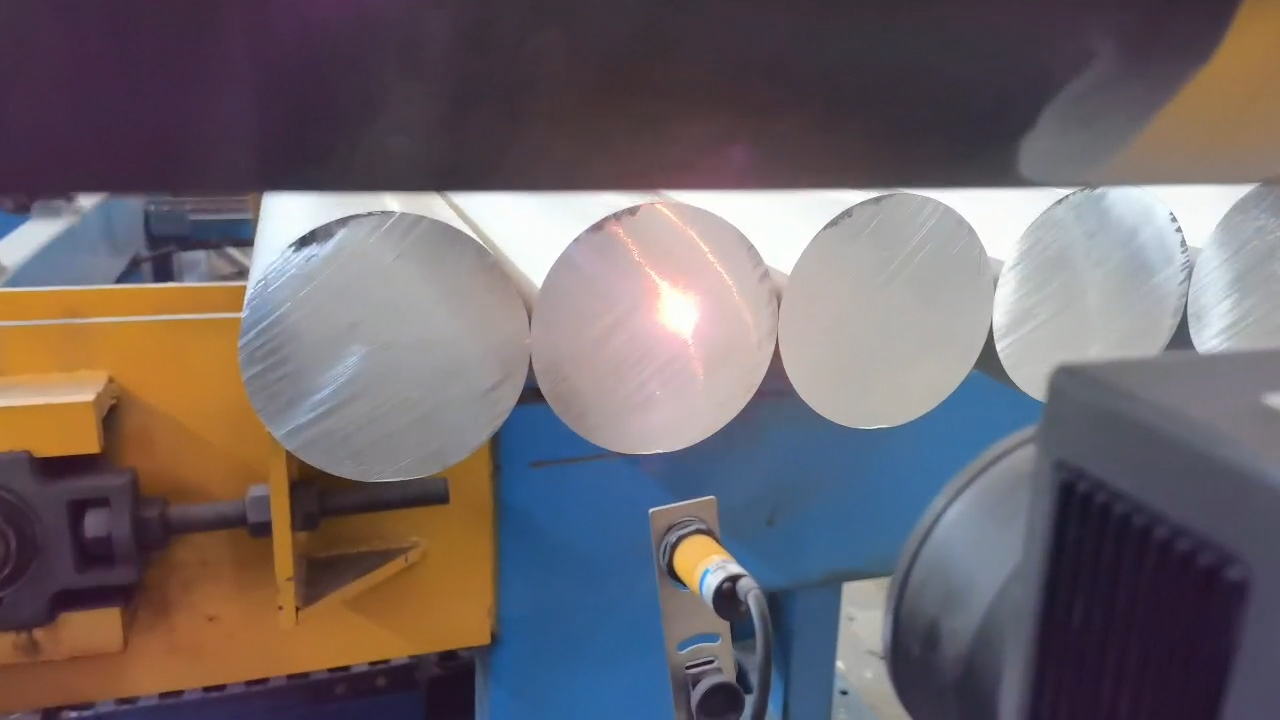
一、首先是精准匹配激光参数。
铝材质导热性强、熔点低,需优先选用光纤激光打标机,功率建议控制在 20-50W,避免高功率导致材料过度熔化产生毛刺。同时降低打标速度300-500mm/s 为宜、提升频率20-50kHz,采用多脉冲低能量模式,减少单脉冲能量对铝棒表面的冲击,从源头避免热变形。
二、其次是优化打标工艺细节。

针对毛坯铝棒,打标前需清除表面氧化皮、油污,可通过打磨或超声波清洗处理,防止杂质影响激光吸收导致局部过热。选择合适的打标焦距,确保焦点精准落在铝棒表面,偏差不超过 ±0.5mm,避免焦点过深造成深层损伤。此外,优先采用 “点阵式” 打标替代 “实线式”,减少激光与材料的接触面积,降低热积累。

三、再者是强化夹具定位与装夹。采用带柔性防护的旋转夹具,夹具接触面粘贴橡胶或硅胶垫,避免硬接触刮伤铝棒表面。装夹时控制力度,以 “固定不松动” 为原则,防止过度夹紧导致铝棒形变。对于长尺寸铝棒,增设多支点支撑机构,避免打标过程中因铝棒晃动出现深浅不一的损伤。
四、最后是配套辅助保障措施。打标时开启同轴吹气系统,选用干燥压缩空气或氮气,压力 0.3-0.5MPa,及时吹走熔融铝粉,避免粉末附着形成毛刺。若车间环境粉尘较多,需搭配除尘设备,防止粉尘污染镜头影响打标精度。同时定期校准设备振镜、导轨,确保激光光路稳定,避免因设备精度下降导致的表面损伤问题。