稳定 高效 高性价比



电池极片清粉有哪些方法 激光清粉如何实现
作者:佛山市安贝斯自动化设备有限公司
浏览:
发表时间:2025-07-14 15:50:02
在电池行业领域里,电池极片清粉机在电池的制造阶段中起到了清粉除尘的重要作用,为电池极片清粉除尘不仅提高了电池制造的生产效率更是提升了电池的产品质量,提高电池的性能和稳定性,打造精良优质的爆品。那么电池极片清粉有哪些具体方法,激光清粉又是如何实现呢?
一、电池极片清粉主要方法
1. 机械毛刷法
原理:旋转尼龙或金属刷毛物理刮除粉尘
局限:刷毛磨损导致清洁力衰减,需频繁更换。产生二次粉尘污染,可能划伤极片涂层。
2. 气吹法
原理:高压气体空压或氮气吹扫表面
局限:难以清除嵌缝微粉,气流扰动影响极片张力控制,能耗高且噪音大 。
3. 超声波振动法
原理:高频振动使粉尘脱离基材
局限:对粘附性强的金属粉效果差,可能引发涂层颗粒脱落。
4. 激光清粉法为当前最先进技术
核心优势:非接触式处理,零基材损伤;微米级精度,5μm以下粉尘靶向清除;无缝对接高速产线。
二、激光清粉技术实现原理
1. 系统构成
激光源:光纤激光器,典型1064nm波长
光学系统:高速振镜 + Ftheta透镜组
监测模块: CCD视觉定位,精度±0.01mm;在线粉尘检测传感器;
AI控制中枢:实时路径规划与能量调控
2.核心原理
激光清粉利用材料对特定波长激光的吸收率差异实现精准清除。
粉尘清除机制:通常为1064nm近红外光纤激光束聚焦在微米级粉尘颗粒上,瞬间产生10⁶~10⁷ W/cm²能量密度,使粉尘温度骤升至3000℃以上,直接气化蒸发(相变过程<1ms)
基材保护机制:铜/铝箔对1064nm激光反射率>85%,且通过脉冲控制限制热扩散深度<1μm,确保基材温度<100℃
科学依据:金属粉尘吸收峰在红外波段,而集流体反射率高(数据来源:《Applied Surface Science》Vol.541)
3. 关键技术突破
选择性烧蚀技术:激光能量精确匹配粉尘气化阈值,确保铜铝箔基材不受损
动态焦深补偿:自适应调节焦距,应对极片波浪边变形,精度保持±0.1mm
多物理场协同:激光热力效应 + 辅助气帘吹扫,防止熔融物重凝结
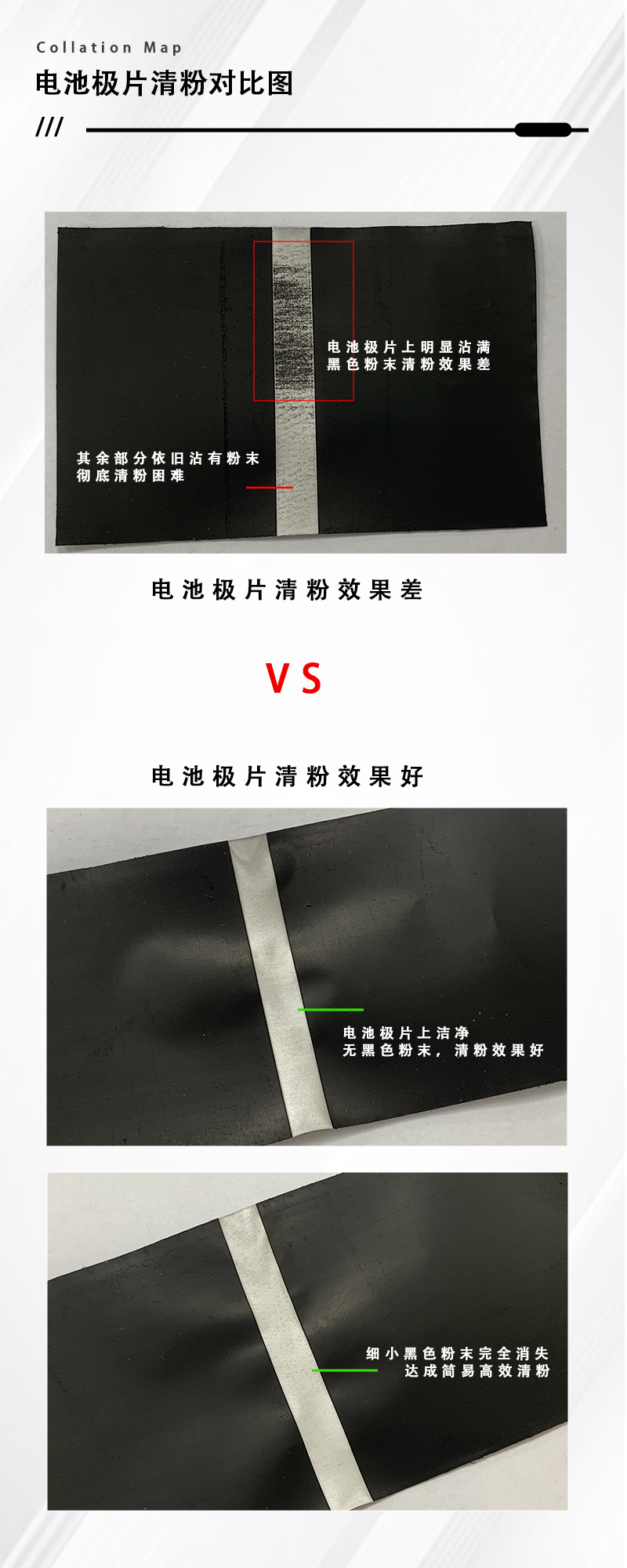
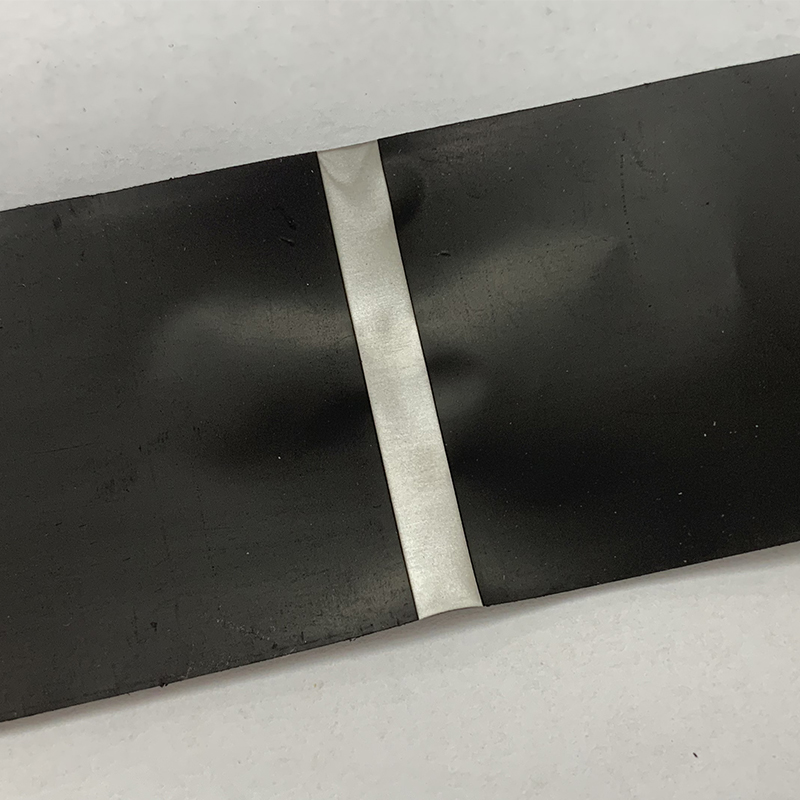
4. 性能指标对比
传统方法清洁精度>50μm,而激光清粉<5μm;处理速度方面传统方法大约为13m/min,激光清粉1530m/min;优品率传统方法可达到九成,而激光清粉可达99.5%+;能耗成本方面传统清粉0.8元/㎡,激光清粉0.15元/㎡。
三、技术价值
1. 安全提升:消除粉尘导致的电池微短路风险,热失控概率↓70%
2. 降本增效:减少毛刷耗材+人工干预,年节约成本>40万元/产线
3. 绿色制造:粉尘集中回收率>98%,符合ISO 14046碳排放标准
激光清粉的行业趋势:GGII数据显示2025年全球动力电池激光清粉设备市场规模将突破120亿元,该技术正成为高端电池制造的标配工艺。